




Продукция












Фотоэлектрические навесы для парковок
Процесс изготовления продукции опорных систем для фотоэлектрических навесов включает несколько этапов: выбор материалов, проектирование конструкции, производственные процессы и контроль качества. Ниже представлено подробное руководство по изготовлению. Выбор материалов Наиболее распро...
Описание
маркер
Процесс изготовления продукции опорных систем для фотоэлектрических навесов включает несколько этапов: выбор материалов, проектирование конструкции, производственные процессы и контроль качества. Ниже представлено подробное руководство по изготовлению.
Выбор материалов
Наиболее распространённые материалы, используемые для опорных систем фотоэлектрических навесов, и их характеристики:
1.Тип материала: Сварная сталь / Горячеоцинкованная сталь / Сплав цинка, алюминия и магния / Антикоррозионное лакокрасочное покрытие
2.Преимущества: Высокая прочность, отличная несущая способность, хорошее соотношение цены и качества, технологическая зрелость.
3.Недостатки: Большой вес, высокие затраты на транспортировку и монтаж, в условиях высокой концентрации солей в воздухе или повышенной влажности требует усиленной антикоррозионной защиты.
4.Область применения: Крупные наземные электростанции, коммерческие и промышленные кровли, регионы с обильными снегопадами.
Рекомендации по выбору материалов:
1.Для большинства проектов предпочтительным материалом является горячеоцинкованная сталь (марки Q235B или Q355B) с толщиной слоя цинка не менее 85 мкм.
2.В случаях, когда критически важна масса конструкции или в условиях повышенной коррозионной агрессивности, могут применяться алюминиевые сплавы (6061-T6).
3.В условиях экстремально агрессивной среды (например, в прибрежных зонах) целесообразно использовать нержавеющую сталь или сплавы на основе цинка, алюминия и магния.
4.Перспективные базальтовые композитные материалы подходят для проектов с высокими требованиями к лёгкости конструкции и диэлектрическим свойствам.
Ключевые аспекты проектирования
1.Конструктивные формы:
(1).Двускатная конструкция с треугольной фермой: обеспечивает четкую передачу усилий, хорошую пространственную жесткость, высокую устойчивость к ветровым и снеговым нагрузкам, является основным выбором.
(2).Односкатная конструкция: подходит для пристенного строительства или узких участков, требует усиления задних опор.
(3).Рамная конструкция с жесткими узлами: подходит для большепролетных объектов, жесткое соединение ригелей и колонн повышает общую жесткость.
2.Расчет нагрузок:
(1).Нормативное значение ветрового давления принимается с учетом повторяемости один раз в 50 лет и должно быть не менее 0,3 кН/м². Нормативное значение снеговой нагрузки принимается с учетом повторяемости один раз в 50 лет.
(2).Ветроустойчивость должна быть не менее 12 баллов, снеговая нагрузка проверяется расчетом на 0,3–0,6 кН/м².
(3).Контроль деформаций: перемещение верха колонны не более H/60, прогиб главных балок не более L/200.
3.Конструкция узлов:
(1).Соединение балки и колонны выполняется на высокопрочных болтах с торцевой пластиной (например, M20, класс прочности 8.8), что позволяет избежать сварочных работ на месте монтажа.
(2).Опорная часть колонны выполнена в виде жёсткого наружного опорного узла с закладными анкерными болтами M24 с горячим цинкованием.
4.Водоотвод и гидроизоляция:
(1).Уклон кровли следует принимать не менее 5 ‰, предусматривается устройство продольных водоотводящих канавок и системы водосборных желобов.
(2).Зазоры между модулями составляют около 5 мм и заполняются атмосферостойким герметиком.
")
")
")
Технологический процесс изготовления
Производственный процесс опорных систем для фотоэлектрических навесов включает следующие основные этапы:
1.Этап проектирования
(1).Анализ требований: Определение условий монтажа, несущей способности, уровня ветроустойчивости и других параметров.
(2).Расчет конструкции: Проверка прочности, жесткости и устойчивости с использованием метода конечных элементов.
(3).Разработка чертежей: Выпуск трехмерных моделей, чертежей для изготовления и сборочных чертежей.
2.Подготовка материалов
(1).Закупка сырья: Сталь или алюминий должны сопровождаться сертификатами качества и протоколами испытаний.
(2).Раскрой: Выполняется с использованием лазерной или плазменной резки с ЧПУ, допуск выдерживается в пределах ±0,5 мм.
(3).Пробивка отверстий: Отверстия под соединения обрабатываются на многопозиционных гидравлических прессах, отклонение положения отверстий не более 0,2 мм.
3.Процесс изготовления
(1).Сварка:
①.Применяется сварка в среде защитного газа или аргонодуговая сварка.
②.Сварные швы подлежат контролю методом радиографии или ультразвуковой дефектоскопии.
③.Осуществляется контроль температуры и скорости сварки для предотвращения деформаций и образования трещин.
(2).Сборка:
①.Выполняется предварительная сборка в соответствии с чертежами, проверяется отклонение по диагоналям.
②.Болты затягиваются с использованием динамометрического ключа.
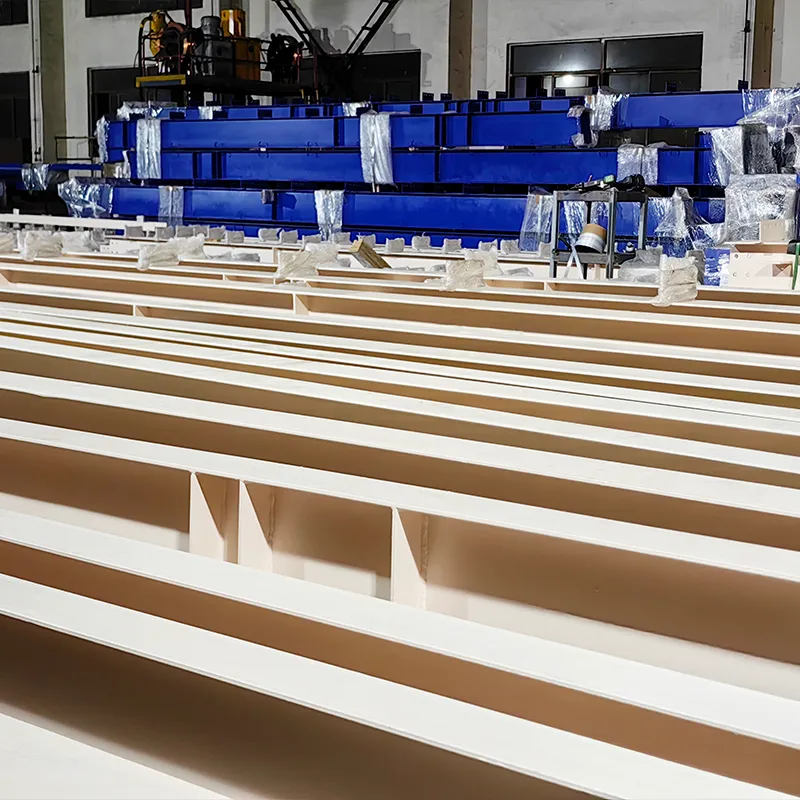
4.Поверхностная обработка
(1).Очистка от ржавчины: Дробеструйная или пескоструйная обработка до степени очистки.
(2).Антикоррозионная обработка:
①.Горячее цинкование: толщина слоя цинка 60–80 мкм.
②.Порошковая окраска или нанесение фторуглеродной краски: общая толщина сухого слоя не менее 120 мкм.
5.Контроль качества
(1).Проверка размеров: Отклонение длины колонн в пределах ±3 мм, прогиб балок не более L/2000.
(2).Испытание антикоррозионного покрытия: Измерение толщины цинкового слоя, тестирование адгезии.
(3).Нагрузочные испытания: Проведение статических и динамических испытаний, имитирующих ветровые и снеговые нагрузки.
6.Упаковка и транспортировка
(1).Модульная упаковка с маркировкой номеров деталей и базовых линий сборки.
(2).Принятие мер по защите от соударений и воздействия влаги во время транспортировки.
Ключевые точки контроля качества
1.Точность размеров: Накопленные отклонения на этапах резки, пробивки отверстий и сварки должны находиться в пределах допусков.
2.Качество сварки: Исключение таких дефектов, как поры, шлаковые включения, непровары. Ответственные сварные швы подлежат 100% контролю.
3.Долговечность антикоррозионной защиты: Чистота поверхности перед цинкованием должна соответствовать требованиям, цинковое покрытие должно быть равномерным, без непрокрашенных участков.
4.Надёжность соединений: Крутящий момент затяжки высокопрочных болтов должен прикладываться в соответствии с нормативными требованиями, должны применяться меры против самоотвинчивания.
Меры предосторожности при монтаже
1.Устройство фундамента: Заглубление отдельных бетонных фундаментных плит должно составлять не менее 1,2 м, класс бетона C30. Отклонение положения закладных деталей не более 5 мм.
2.Технология подъема и установки: Строповка колонн производится на высоте 1/3 от общей высоты. После временной фиксации выполняется выверка вертикальности в двух плоскостях.
3.Электробезопасность: Для фотоэлектрических линий применяется кабель PV1-F 4 мм². На стороне постоянного тока устанавливаются устройства защиты от импульсных перенапряжений (Imax ≥ 40 кА). Сопротивление заземления должно быть не более 4 Ом.
4.Ветрозащитные меры: В угловых и краевых зонах усилить крепление модулей, используя специальные ветрозащитные фиксаторы или прижимные элементы.
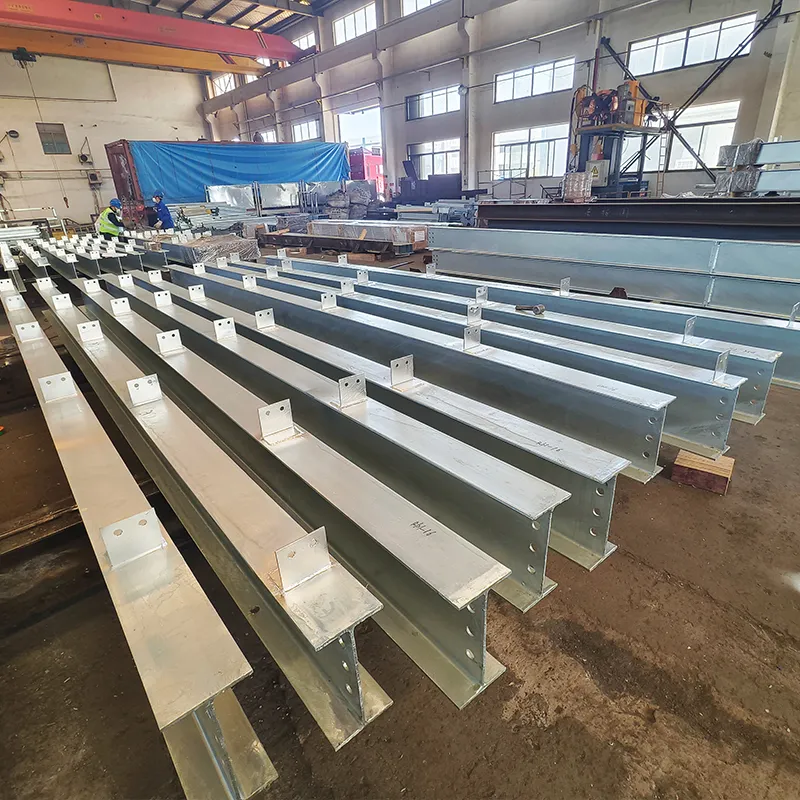
Новые технологические тенденции
1.Модульное проектирование: Опорные конструкции выполняются из стандартизированных элементов, что обеспечивает быструю сборку и возможность расширения.
2.Интеллектуальная интеграция: Навесы, объединяющие фотоэлектрические модули, системы накопления энергии и зарядные станции для электромобилей.
3.Автоматическая очистка: Оснащение системами с пневматическим или электрическим приводом щеток для автоматического удаления пыли с поверхности модулей.
4.Регулируемая конструкция: Возможность регулировки угла наклона опор или основания для адаптации к различным условиям площадки и оптимизации под сезонные изменения освещенности.
Изготовление системы опор для фотоэлектрического навеса требует обеспечения баланса между безопасностью, долговечностью и экономичностью. Рекомендуется выбирать проектные организации и производственные предприятия, обладающие соответствующей квалификацией, строго соблюдать национальные стандарты (например, GB 51022, GB 50797 и др.) и осуществлять контроль качества на всех этапах производства и монтажа, чтобы обеспечить стабильную эксплуатацию изделия в условиях наружной среды на протяжении более 25 лет.
")
")
")
связаться с нами
Сопутствующие популярные продукты

Монтаж фотоэлектрических опор на кровле
Являясь поставщиком комплексных решений для стальных конструкций и фотоэлектрических кронштейнов,...

Грунтовые сваи для фотоэлектрических систем
Опорные конструкции являются специальными несущими элементами в системе солнечной фотоэлектрическ...

Фиксированные опоры для фотоэлектрических модулей
Фиксированные опорные конструкции для фотоэлектрических модулей являются наиболее базовым и широк...
Фиксированные опоры для агровольтаики
На бескрайних просторах земли как традиционным сельскохозяйственным теплицам пробить потолок дохо...

Стальные конструкции (часть проекта с трубчатыми фермами из квадратных труб)
Стальные конструкции ферм из профильной трубы квадратного сечения представляют собой несущую сист...

Сетчатые оболочки и фермы
Пространственные конструкции, типичными представителями которых являются пространственные решетки...

Стальные конструкции
Стальная ферма из профильной трубы квадратного сечения (в частности, стационарная ферма из профил...

Опоры для фотоэлектрических модулей на спортплощадках
Когда спортивная площадка встречает «углеродную нейтральность» Под двойным воздействием глобально...

Опоры для сервисных проходов оборудования
Интегрированное решение: «Опорные конструкции для проходов обслуживания оборудования» На фоне угл...
Обработка С-образного профиля
С-образный профиль для опор фотоэлектрических модулей — это вид фасонного проката, изготовленный ...

Проходные мостики для фотоэлектрических опор
Определение продукта и основные функции Стальной решетчатый настил для проходов является вспомога...
Наземные опоры для одноосевого трекера
Наземные опорные конструкции для одноосевых трекеров подразделяются на два основных типа: горизон...

Стойки для фотоэлектрических опор
Опорная стойка фотоэлектрической конструкции является ключевым вертикальным несущим элементом фот...