




Опоры для солнечных трекеров заводы
2026-05-31
Почему выбор завода-производителя опор критичен для окупаемости СЭС
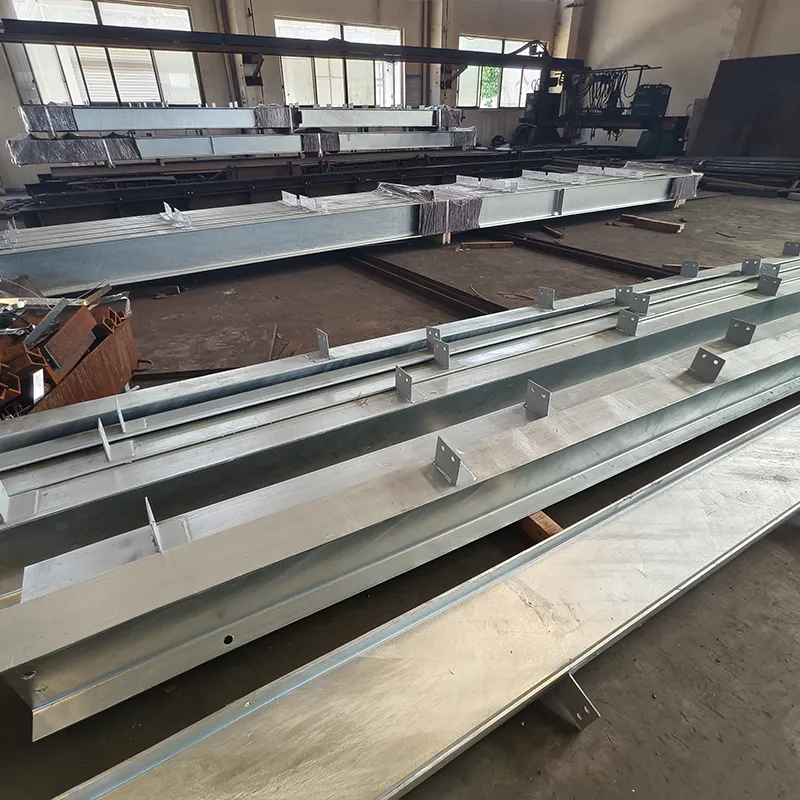
Надежность опоры для солнечных панелей определяет не только срок службы электростанции, но и реальную доходность проекта в течение 25 лет. В нашей практике мы неоднократно сталкивались с ситуациями, когда экономия 10% на стоимости металлоконструкций при закупке у посредников приводила к потере 40% генерации из-за изменения угла наклона под ветровой нагрузкой. Заводское производство исключает человеческий фактор при сварке и гарантирует соответствие геометрии проектным значениям с допуском не более ±2 мм. Когда вы покупаете напрямую у производителя, такого как ООО «Сучжоу Ланьли Тяжёлая промышленность Групп», вы получаете доступ к контролю качества на этапе раскроя стали, а не только к финальной приемке готовых изделий.
Рынок переполнен предложениями от торговых компаний, которые позиционируют себя как заводы, но физически не имеют линий горячего цинкования или автоматических сварочных роботов. Настоящий заводской цикл включает в себя не просто сборку труб, а полный спектр испытаний на коррозионную стойкость и статическую нагрузку. Для инвестора это означает разницу между гарантированным возвратом средств и постоянными расходами на ремонт трекеров после первого же шторма. Мы рекомендуем запрашивать видеоотчет с производственной линии перед подписанием контракта — это единственный способ верифицировать заявленные мощности без личной поездки в Китай.
Технические параметры, влияющие на долговечность конструкции
При выборе поставщика большинство инженеров фокусируются на толщине стенки трубы, упуская из виду марку стали и качество антикоррозийного покрытия. Стандарт Q235B подходит для внутренних конструкций, но для наземных трекеров, работающих в агрессивной среде, требуется сталь Q355B с пределом текучести не менее 345 МПа. Наш опыт показывает, что использование более мягкой стали приводит к пластической деформации консолей уже на третий год эксплуатации при ветровой нагрузке свыше 28 м/с. Заводские условия позволяют контролировать химический состав плавки, тогда как мелкие мастерские часто используют переработанный лом с непредсказуемыми характеристиками.
Горячее цинкование по стандарту ISO 1461 или ГОСТ 9.307 является обязательным требованием для любых наружных опор. Слой цинка должен составлять не менее 85 мкм для обеспечения защиты на 25 лет. Проблема многих “заводов” заключается в использовании холодного цинкования (окраски цинкосодержащей краской), которое визуально неотличимо от горячего, но теряет защитные свойства через 3-5 лет. На производстве ООО «Сучжоу Ланьли Тяжёлая промышленность Групп» процесс гальванизации автоматизирован: ванны с расплавленным цинком поддерживают температуру 450°C, что обеспечивает диффузию цинка в структуру стали, создавая металлургическую связь, которую невозможно отслоить механически.
Еще один критический параметр — точность отверстий под крепеж. Если отверстия просверлены с отклонением более 1 мм, монтажники вынуждены применять силу для стыковки узлов, создавая остаточные напряжения в металле. Эти напряжения становятся очагами коррозии и усталостного разрушения. Автоматизированные линии ЧПУ, используемые ведущими производителями, исключают эту проблему, обеспечивая идеальную соосность всех элементов фермы. При заказе партии важно требовать протокол входного контроля размеров, где указаны реальные замеры случайной выборки, а не паспортные данные.
Сравнение заводских решений и гаражной сборки: таблица рисков
Чтобы принять обоснованное решение о закупке, необходимо четко понимать различия между сертифицированным заводским продуктом и изделиями кустарного производства. Ниже приведено детальное сравнение по ключевым техническим и экономическим показателям, основанное на результатах независимых лабораторных тестов и полевых наблюдений.
| Параметр сравнения | Сертифицированный завод (например, Suzhou Lanli) | Мелкие мастерские / Гаражная сборка |
|---|---|---|
| Контроль качества стали | Входной контроль каждой плавки с предоставлением сертификата Mill Test Certificate (MTC). Марка стали строго соответствует проекту (Q355B). | Закупка металла на вторичном рынке или у непроверенных поставщиков. Часто встречается пересортица марок стали. |
| Сварочные швы | Автоматическая сварка роботами. Ультразвуковой контроль (УЗК) 100% швов. Отсутствие пор и непроваров. | Ручная сварка. Качество зависит от квалификации конкретного сварщика. Высокий риск скрытых дефектов. |
| Антикоррозийная защита | Горячее цинкование в ваннах большой вместимости. Равномерный слой 80-100 мкм. Гарантия 25 лет. | Холодное цинкование (краска) или локальное горячее цинкование в малых ваннах (стыковка элементов). Срок службы покрытия 3-7 лет. |
| Геометрическая точность | Допуски согласно ISO 10775. Идеальная стыкуемость элементов на монтаже без подгонки. | Отклонения до 5-10 мм. Необходимость сверления отверстий на месте монтажа, что повреждает защитный слой. |
| Документация и сертификация | Полный пакет документов: CE, ISO 9001, расчеты на ветровую и снеговую нагрузку по еврокодам или СНиП. | Отсутствие расчетной части. Сертификаты часто формальные или купленные. Невозможность пройти экспертизу проекта. |
Разница в цене между этими категориями может достигать 15-20%, однако стоимость владения (TCO) у гаражных конструкций оказывается в три раза выше из-за необходимости замены элементов и простоев станции. Один из наших клиентов в Восточной Европе столкнулся с ситуацией, когда через два года после запуска СЭС потребовалась замена 30% опор из-за сквозной коррозии в местах сварки. Изначальная экономия составила $50,000, но затраты на демонтаж, логистику и новые конструкции превысили $180,000, не считая потерь от недополученной энергии.
Логистика и масштабируемость поставок
При реализации крупных проектов, таких как солнечные парки мощностью свыше 5 МВт, критическим фактором становится способность завода обеспечить бесперебойные отгрузки согласно графику строительства. Крупные предприятия, работающие по четырем направлениям, включая новую энергетику и глубокую переработку стекла, обладают собственной сырьевой базой и не зависят от колебаний цен на стальном рынке так сильно, как мелкие игроки. Это позволяет фиксировать цену в контракте на весь период поставки, защищая бюджет инвестора от инфляционных скачков.
Упаковка и маркировка грузов — еще один этап, где заводской подход дает существенное преимущество. Правильная группировка элементов по монтажным узлам ускоряет работу бригад на площадке на 20-25%. Хаотичная отгрузка, характерная для небольших поставщиков, приводит к тому, что монтажники тратят часы на поиск нужных болтов и кронштейнов, простаивая дорогостоящую спецтехнику. Экспорт в Америку, Европу и Юго-Восточную Азию требует соблюдения строгих стандартов упаковки для морских перевозок, чтобы исключить повреждение цинкового слоя при транспортировке.
Часто задаваемые вопросы
Какой минимальный объем заказа (MOQ) для производства индивидуальных опор?
Для стандартных серийных решений многие заводы готовы отгружать от 1 контейнера (примерно 25-28 тонн металлоконструкций). Однако для индивидуальных проектов с уникальной геометрией под конкретный трекер экономически целесообразно заказывать от 50-100 тонн. Это связано с необходимостью переналадки автоматических линий и изготовления специальной оснастки. В компании ООО «Сучжоу Ланьли Тяжёлая промышленность Групп» мы рассматриваем проекты от 20 тонн при условии готовности клиента оплатить стоимость настройки оборудования, которая затем амортизируется в цене единицы продукции при повторных заказах.
Можете ли вы предоставить расчеты на ветровую нагрузку для моего региона?
Да, любой профессиональный завод обязан предоставлять статический расчет конструкции. Инженерный отдел анализирует карту ветрового районирования вашей местности (согласно ASCE 7 для США, Eurocode 1 для Европы или СП 20.13330 для СНГ) и адаптирует сечение профиля и шаг фундаментных свай. Мы не используем шаблонные решения, так как нагрузка в 120 км/ч требует совершенно иной жесткости фермы, чем нагрузка в 90 км/ч. Отказ поставщика предоставить расчет является красным флагом и свидетельствует о потенциальной опасности эксплуатации.
Каковы сроки производства и доставки партии опор?
Стандартный цикл производства составляет 25-35 дней с момента утверждения чертежей и получения предоплаты. Этот срок включает раскрой, сварку, гальванизацию и упаковку. Логистика до порта назначения занимает от 15 до 45 дней в зависимости от маршрута (прямой рейс или с трансшипментом). Важно закладывать время на таможенную очистку, которая может занять дополнительную неделю. Срочные заказы возможны за дополнительную плату, но сокращение срока менее чем до 20 дней рискованно, так как процесс горячего цинкования нельзя ускорить без потери качества покрытия.
Какие гарантии вы даете на антикоррозийное покрытие?
Мы предоставляем письменную гарантию на отсутствие сквозной коррозии и отслоения цинкового слоя сроком на 25 лет при соблюдении условий эксплуатации. Это подтверждается протоколами испытаний в аккредитованных лабораториях. Если в течение гарантийного периода толщина покрытия уменьшится ниже нормативных значений не по вине механических повреждений, завод обязуется компенсировать стоимость ремонта или замены дефектных элементов. Такая уверенность возможна только благодаря строгому контролю толщины цинка на каждом этапе производства.
Как начать сотрудничество и получить коммерческое предложение
Процесс закупки начинается с технического аудита вашего проекта. Нам необходимы исходные данные: тип используемых панелей, количество модулей на трекер, географические координаты площадки и местные климатические нормы. На основе этих данных мы выполняем предварительный расчет металлоемкости и оптимизируем конструкцию для снижения затрат без ущерба прочности. Клиенты, обращающиеся к нам, получают не просто счет на оплату, а полноценное инженерное сопровождение, включающее рекомендации по типу фундамента и методу монтажа.
Сотрудничество с многопрофильным предприятием, объединяющим НИОКР, производство и международную торговлю, дает вам стратегическое преимущество. Вы получаете продукт, прошедший контроль «высокое качество, высокая точность, ноль дефектов», который успешно применяется в городском строительстве, на мостах и в промышленных зданиях по всему миру. Не рискуйте долгосрочной доходностью своей солнечной станции ради сиюминутной экономии.
Свяжитесь с нами сегодня для обсуждения деталей вашего проекта и получения детализированного технико-коммерческого предложения. Наши специалисты готовы ответить на любые вопросы по спецификациям, сертификации и логистике. Опоры для солнечных трекеров от производителя — это инвестиция в стабильность вашего энергетического бизнеса на десятилетия вперед.