




OEM производство гнутого уголка по индивидуальным чертежам
2026-05-12
Технические требования к индивидуальному производству гнутого уголка
Производство стальных конструкций по индивидуальным чертежам требует строгого контроля геометрии сечения и механических свойств металла. Гнутый уголок, в отличие от горячекатаного аналога, формируется методом холодного профилирования из стальной ленты или листа, что позволяет получать нестандартные размеры полок и толщины стенки, недоступные для стандартного проката. В нашей практике мы сталкивались с ситуациями, когда заказчики пытались заменить специфический гнутый профиль обычным уголком, что приводило к нарушению стыковочных узлов и потере до 15% несущей способности узла крепления. Критически важным параметром здесь является не только ширина полки, но и радиус внутреннего гиба: слишком малый радиус создает концентрацию напряжений в зоне деформации, а слишком большой усложняет монтаж сопрягаемых элементов.
При заказе партии важно учитывать допуски на прямолинейность и скручивание профиля. Для ответственных узлов, таких как каркасы солнечных электростанций или опоры сервисных переходов, отклонение от оси не должно превышать 2 мм на погонный метр. Мы рекомендуем всегда запрашивать у поставщика сертификат качества с указанием предела текучести (обычно 235–355 МПа) и результатов испытаний на ударную вязкость, особенно если конструкция будет эксплуатироваться в условиях низких температур или динамических нагрузок. Игнорирование этих данных — частая ошибка, которая выливается в рекламации уже на этапе монтажа.
Почему холодная гибка предпочтительнее горячей прокатки для спецзаказов
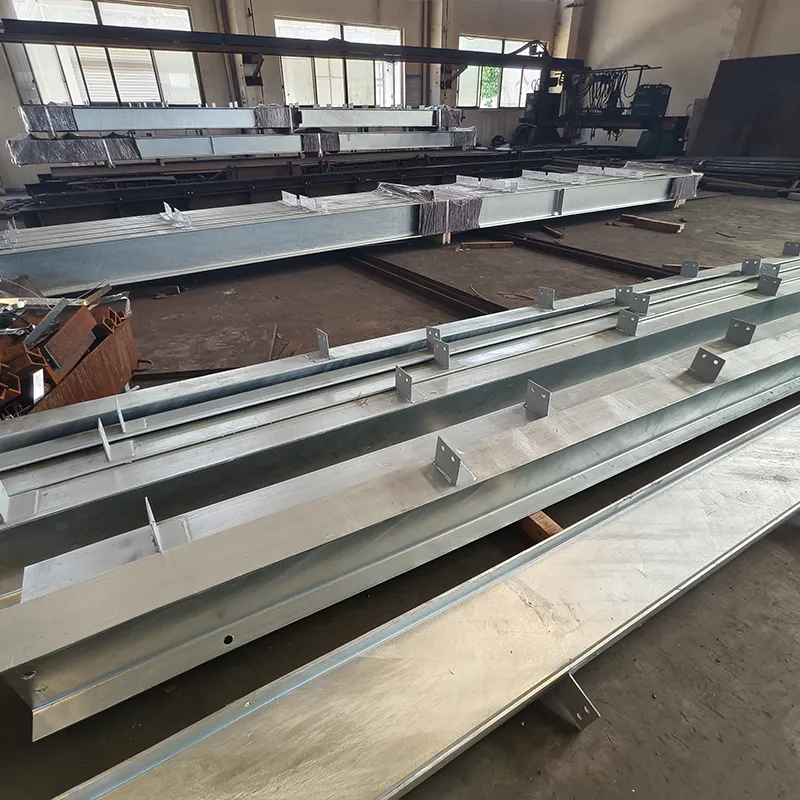
Выбор технологии производства напрямую влияет на стоимость и сроки поставки проекта. Горячекатаный уголок производится в огромных объемах по фиксированным стандартам (ГОСТ 8509-93), и найти производителя, готового перенастроить валки под партию в 5 тонн с уникальным сечением, практически невозможно. Холодная гибка на современных профилегибочных линиях позволяет менять инструмент за 30–40 минут, делая рентабельным выпуск малых и средних партий. ООО «Сучжоу Ланьли Тяжёлая промышленность Групп» использует именно этот подход, интегрируя процессы резки, гибки и пробивки отверстий в единую линию, что исключает накопление ошибок на каждом этапе обработки.
Еще одно преимущество — качество поверхности. Листовой прокат, используемый для холодной гибки, часто имеет более однородную структуру и лучшую защиту от коррозии после оцинковки, чем горячекатаная заготовка. Это критично для объектов аквакультуры или химических производств, где агрессивная среда быстро разрушает металл с дефектами поверхности. Однако у метода есть ограничение: толщина стенки гнутого уголка обычно не превышает 6–8 мм из-за ограничений оборудования и риска образования трещин при гибке толстого металла. Если ваш проект требует сечения толще 10 мм, придется возвращаться к горячей прокатке или сварному варианту из двух полос.
Контроль качества и соответствие международным стандартам
Любая партия стальных конструкций, предназначенная для экспорта или ответственного строительства, должна проходить многоступенчатый контроль. В нашей компании внедрена система менеджмента качества, соответствующая ISO 9001, что гарантирует прослеживаемость каждой катушки сырья от входа на склад до отгрузки готового изделия. Мы не просто проверяем размеры штангенциркулем — мы проводим спектральный анализ химического состава стали, чтобы убедиться в соответствии маркировке (Q235B, Q355B, S235JR, S355J2). Один из наших клиентов из Европы столкнулся с проблемой, когда поставщик сэкономил на легирующих элементах, и профиль потерял требуемую пластичность при минусовых температурах; с тех пор мы делаем обязательным тест на изгиб при отрицательных температурах для северных регионов.
Особое внимание уделяется антикоррозионной защите. Гнутый уголок часто используется в открытых конструкциях, где каждый миллиметр цинкового покрытия имеет значение. Мы контролируем толщину цинкового слоя методом магнитной индукции, требуя минимум 60–80 мкм для условий умеренного климата и до 100 мкм для морской среды. Важно понимать, что после гибки оцинкованного листа зона деформации может истончаться, поэтому мы применяем специальные технологии правки и дополнительной защиты швов. Не принимайте продукцию без акта входного контроля покрытия — визуальный осмотр не выявит локальных нарушений адгезии, которые проявятся через год эксплуатации.
Логистика и упаковка: как избежать повреждений при транспортировке
Даже идеально изготовленный профиль можно испортить неправильной упаковкой. Длинные хлысты гнутого уголка подвержены продольному изгибу и скручиванию при небрежном штабелировании. Мы используем деревянные поддоны с фиксирующими ремнями и прокладками между слоями, чтобы исключить контакт металла и образование фреттинг-коррозии. Для морских перевозок обязательна гидроизоляционная обертка и использование силикагеля внутри контейнера. Ошибка в расчетах загрузки контейнера приводит к тому, что нижние ряды профиля деформируются под весом верхних — мы рассчитываем схему укладки индивидуально под каждый типоразмер, исходя из момента инерции сечения.
Сроки поставки также зависят от логистической цепочки. Производство самой партии занимает от 7 до 14 дней в зависимости от сложности профиля и объема заказа, но доставка до порта и таможенное оформление могут добавить еще неделю. Мы рекомендуем закладывать в график проекта буфер в 5–7 дней на непредвиденные задержки, особенно в пиковые сезоны отгрузок. Прозрачность процесса отслеживания груза — наш приоритет: клиент получает доступ к системе мониторинга статуса заказа в реальном времени, что позволяет синхронизировать прибытие материалов с графиком монтажных работ на площадке.
| Параметр сравнения | Гнутый уголок (Холодная гибка) | Горячекатаный уголок | Сварной уголок |
|---|---|---|---|
| Точность размеров | Высокая (±0.5 мм), идеальная геометрия углов | Средняя (±1.5–2 мм), возможны отклонения по радиусам | Зависит от квалификации сварщика, возможен коробление |
| Минимальная партия | От 500 кг (экономически целесообразно) | Обычно от 20 тонн (складские остатки) | От 1 тонны, но высокая цена за работу |
| Возможность перфорации | Да, в линию с гибкой (высокая скорость) | Нет, требуется отдельная операция сверления | Возможно, но риск нарушения шва |
| Применение | Каркасы ЛЭП, солнечные трекинги, легкие фермы | Несущие колонны, тяжелые рамы, фундаменты | Нестандартные большие сечения, ремонтные работы |
| Стоимость инструмента | Низкая (быстрая переналадка валков) | Очень высокая (требуется замена всего станка) | Отсутствует, но высока трудоемкость |
Примеры успешной реализации проектов в энергетике и строительстве
Реальный опыт применения гнутого уголка показывает его эффективность в быстровозводимых конструкциях. Например, при строительстве наземного солнечного парка площадью 5 МВт мы заменили проектные сварные рамы на сборные узлы из гнутого перфорированного уголка. Это позволило сократить время монтажа на 30%, так как рабочие собирали конструкцию как конструктор, используя болтовые соединения вместо сварки на высоте. Точность заводской перфорации обеспечила идеальную стыковку всех элементов, а экономия на трудозатратах составила более 18% от бюджета строительно-монтажных работ.
Другой кейс касается реконструкции промышленного цеха, где требовалось усилить существующие фермы без остановки производства. Мы изготовили усиливающие элементы из высокопрочного гнутого уголка толщиной 4 мм, которые были смонтированы поверх старых конструкций. Благодаря малому весу и высокой жесткости нового профиля, нагрузка на фундамент не увеличилась, а несущая способность перекрытий выросла на 40%. Такие решения невозможны без глубокого понимания статики и возможностей современного профилирования, которыми обладает команда инженеров ООО «Сучжоу Ланьли Тяжёлая промышленность Групп», работающая над проектами от НИОКР до шеф-монтажа.
Часто задаваемые вопросы
Какой минимальный объем заказа на производство гнутого уголка?
Для стандартных профилей мы готовы отгружать от 500 кг, однако для уникальных сечений с индивидуальной настройкой валков экономически оправдан заказ от 2–3 тонн. Меньшие объемы возможны, но стоимость единицы продукции возрастет из-за амортизации переналадки оборудования.
Можете ли вы сделать уголок с разными полками (неравнополочный)?
Да, это одно из главных преимуществ холодной гибки. Мы производим неравнополочные уголки с любым соотношением сторон в пределах технологических возможностей линии (ширина полки до 300 мм, толщина до 8 мм). Главное — предоставить чертеж с указанием радиусов гиба и допусков.
Какие сертификаты вы предоставляете на продукцию?
На каждую партию выдается сертификат завода-изготовителя с химическим составом и механическими свойствами, акт выходного контроля размеров и, при необходимости, сертификат соответствия ГОСТ или европейским нормам EN 10025. Для экспортных поставок в ЕС мы оформляем декларацию CE.
Сколько времени занимает изготовление партии?
Стандартный срок производства составляет 7–10 рабочих дней после утверждения чертежей и получения предоплаты. Срочные заказы могут быть выполнены за 3–5 дней при наличии свободного слота на производственной линии и готовности сырья.
Как начать сотрудничество и рассчитать стоимость
Первый шаг к реализации вашего проекта — подготовка технического задания. Нам понадобятся чертежи профиля в формате DWG или PDF с указанием всех критических размеров, марки стали и требований к покрытию. Если у вас нет готового чертежа, наши инженеры помогут разработать оптимальное сечение исходя из нагрузок и условий эксплуатации, что часто позволяет сэкономить до 15% металла без потери прочности. Не отправляйте запросы с формулировкой “нужен уголок как на фото” — это приведет к ошибкам в расчетах и затягиванию сроков.
Мы работаем прозрачно: после получения заявки вы получаете коммерческое предложение с детализацией стоимости материала, обработки, упаковки и доставки до указанного порта. Никаких скрытых платежей или внезапных доплат в процессе производства. Наша цель — стать вашим надежным партнером в сфере поставок стальных конструкций, обеспечивая стабильное качество и соблюдение сроков, проверенные годами работы на рынках Америки, Европы и Юго-Восточной Азии. Свяжитесь с нами сегодня, чтобы обсудить детали вашего следующего проекта и получить расчет в течение 24 часов.
Для получения дополнительной информации о наших возможностях в области глубокой переработки металла и комплексных строительных решений посетите раздел каталог металлоконструкций и опорных систем, где представлены примеры выполненных работ и технические спецификации.